High-Feed Milling
Extra-tough high-feed tool series
Single-Sided Insert Platform
- High-Feed Cutter Bodies
• Through-hardened, extra-tough tool steel for optimum strength
• Surface hardened for extra wear and chip-welding resistance
• Machined after hardening for excellent runout
• Standard and long-reach bodies available
High-Feed Inserts
• Strong design allows high feed rates in all materials
• Positive clearance provides excellent ramping and helixing
• Multiple geometries for smooth or strong edge conditions
• Grade variety provides strong performance in all materials
.jpg)
.jpg)
.jpg)
Mid-feed inserts have a stronger cross-section than the mini-feed, but are smaller than the heavy-feed.
10mm Series Single-Sided High-Feed Tooling
1.000" - 3.000" OD
.jpg)
Heavy-feed inserts have the strongest cross-section of the line.
Double-Sided Insert Platform
VAPOR™ is created for lighter, faster cutting, ideal for new machine tool technology.
• A new double-sided series for lower cost per usable cutting edge
• Designed with a positive cutting edge and excellent ramping capability
• Large insert screw for longevity and easy indexing

VAPOR™ insert technology includes a positive cutting edge and extra bottom clearance for a smooth chip flow and excellent ramping capability for a double-sided insert. All edges are labeled with “dots” or “dashes” to aid in indexing accuracy.
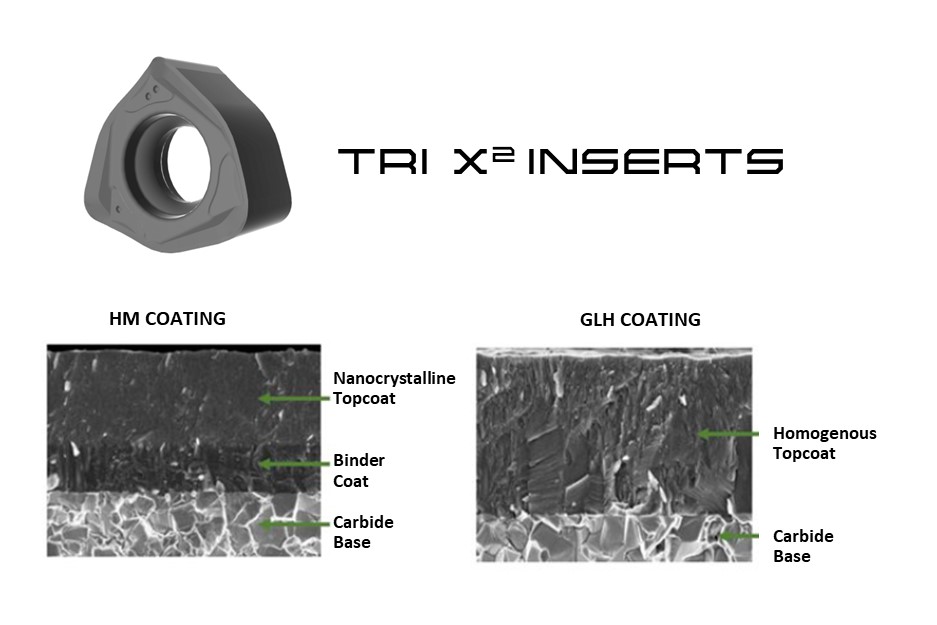
VAPOR™ Tri-X2 inserts include dedicated grades and geometries for a wide range of materials.
› “T” geometry for steels, irons, hardened steels
› “D” geometry for stainless steels, high-temp alloys
.png)
How does it work?
High-feed milling creates significant chip thinning due to an extreme lead angle. Feed rates must compensate for this to maximize productivity. The figure at left shows an example of this condition.
Adjusting feed rates to account for chip thinning creates cutting conditions that provide very high feeds (IPM), but at lighter depths of cut (DOC). See the specific operating instructions for each size of high-feed insert to optimize these cutting tools.
.jpg)
Product Line Details
Application Support

High-Feed Video Playlist
Dozens of Training Videos for all Levels