Use the shortest-length tool holder (end mill holder) for maximum rigidity. The shank of the cutting tool should be up inside the machine spindle taper whenever possible.
Use tool holders appropriate for roughing operations: end mill holders and power chucks are recommended; collets are not recommended.
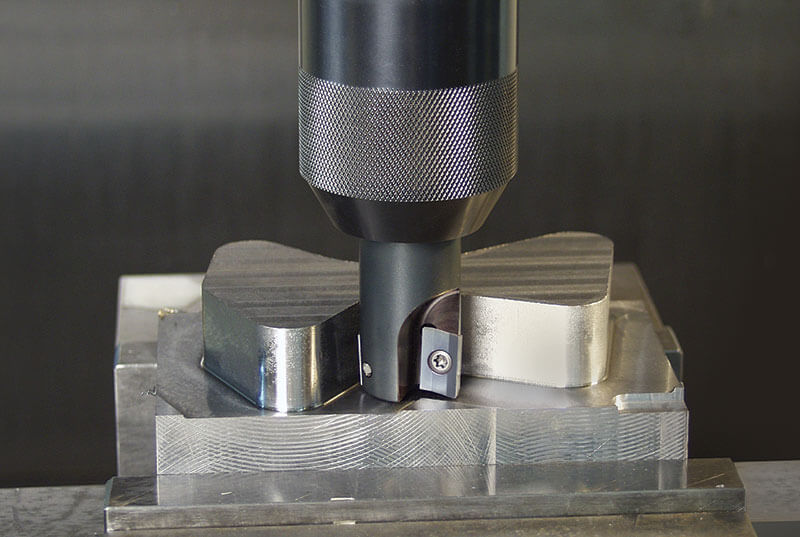
Recommendations for 90-degree Milling
Square Shoulder milling allows heavier Depths of Cut (DOC), but Dapra recommends that no more than 2/3 of the insert length should be engaged to reduce the chance for screw breakage.
Although the cutter is capable of the heavier cut, take care to allow for the machine tool's capabilities in horsepower and rigidity.
Utilize as much of the cutting edge per pass (DOC) as possible, to get the most metal removal within the insert's tool life.
Feed rates should not go significantly below or above the recommended ranges (see recommended cutting speeds PDF), or premature failure can occur.
Square Shoulder tools can not plunge; instead, use up to a 2° ramp angle for full diameter cut. Greater ramp angles possible with partial width cut.
Climb milling is recommended whenever possible.
Use the larger corner radii for the strongest cutting edge during roughing applications.
Compensate for radial chip thinning (see chart) when Width of Cut (WOC) is less than 50% of the cutter diameter.
Because our Square Shoulder tools cut a true 90°, they are a good choice for a wide range of finishing applications.
Use Coarse Pitch cutters for slotting cuts or when cutting pressure needs to be reduced; use Fine Pitch cutters for lighter profiling cuts or when feed rates can be maximized.
Most of Dapra's high-performance grades run best without coolant. Coolant in most milling applications creates a high potential for thermal shock, which can produce premature, and sometimes catastrophic, failure. Use air pressure to provide adequate cooling and chip evacuation.
For long-reach applications, utilize the Carbide Core cutting tools for increased rigidity and reduced chatter.