High-Feed Milling Hole Diameter Calculation – Single-Sided Insert Platform
Helical Interpolation for Larger-Diameter Hole Making
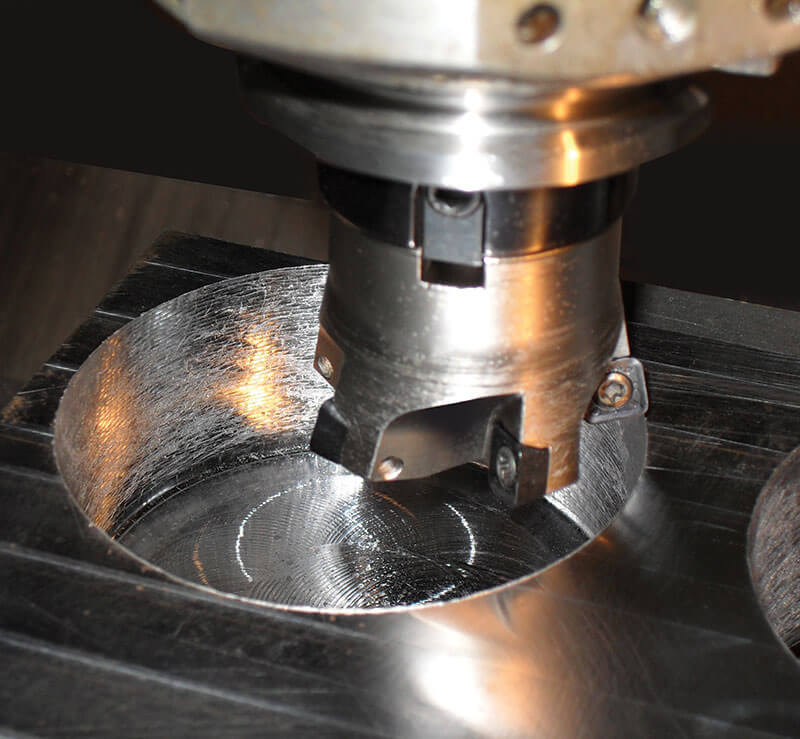
Larger-diameter hole making can be quick and easy when a high-feed cutter with single-sided inserts is used in combination with helical interpolation. This technique resembles thread milling in that all three axes (X, Y and Z) are in motion simultaneously. It differs from thread milling in that the tool is introduced into the material without a start hole of any kind. The tool simply is positioned at the inside diameter of the hole to begin its helix from there, achieving complete material removal from the hole by ramping down to the final depth.
This smooth operation tends to avoid the high horsepower consumption characteristic of large-diameter hole making. This quick and easy process offers the added advantage of allowing many different hole sizes to be generated with the same diameter tool. Hole size variation is all in the programming.
For more information on how helical interpolation can improve your manufacturing efficiency, contact your Dapra Applications Specialist.
Mini-Feed
(R2 – 8mm IC)
| Holder | Min. Hole Dia. |
|---|---|
| HFEM050-150-R2-1 | .65" |
| HFEM050-250-R2-1 | .65" |
| HFEM063-200-R2-1 | .78" |
| HFEM063-300-R2-1 | .78" |
| HFEM075-MOD-R2-2 | 1.09" |
| HFEM075-200-R2-2 | 1.09" |
| HFEM075-300-R2-2 | 1.09" |
| HFEM100-250-R2-3 | 1.58" |
| HFEM100-450-R2-3 | 1.58" |
| HFEM100-MOD-R2-3 | 1.58" |
Mid-Feed
(R3 – 10mm IC)
| Holder | Min. Hole Dia. |
|---|---|
| HFEM100-250-R3-2 | 1.375" |
| HFEM100-450-R3-2 | 1.375" |
| HFEM100-MOD-R3-2 | 1.375" |
| HFEM125-300-R3-3 | 1.875" |
| HFEM125-500-R3-3 | 1.875" |
| HFEM125-MOD-R3-3 | 1.875" |
| HFEM150-350-R3-3 | 2.375" |
| HFEM150-550-R3-3 | 2.375" |
| HFEM150-MOD-R3-3 | 2.375" |
| HFSM200-075-R3-5 | 3.375" |
| HFSM300-100-R3-6C | 5.375" |
Heavy-Feed
(R4 – 12mm IC)
| Holder | Min. Hole Dia. |
|---|---|
| HFEM125-300-R4-2 | 1.75" |
| HFEM125-500-R4-2 | 1.75" |
| HFEM150-350-R4-3 | 2.25" |
| HFEM150-550-R4-3 | 2.25" |
| HFSM200-075-R4-4 | 3.25" |
| HFSM200-075-R4-5 | 3.25" |
| HFSM250-100-R4-5 | 4.25" |
| HFSM300-100-R4-6 | 5.25" |
| HFSM400-150-R4-8 | 7.25" |
| HFSM500-150-R4-8 | 9.25" |
| HFSM600-200-R4-9 | 11.25" |
Maximum Hole Dia.* = Tool Dia. x 2
* Not generally recommended. At this diameter, the center tip is at its maximum. It is suggested that you stay slightly under this number.