Hard Milling – How to Machine Hardened Steel
Efficient milling of heat-treated tool steels with indexable carbide tooling
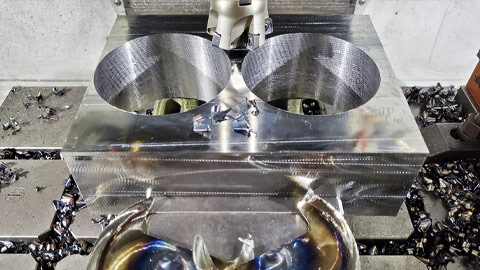
We're often asked if you can efficiently machine heat-treated tool steels with indexable carbide tooling. The answer is a resounding yes, but successful hard milling requires an approach that’s quite different from your typical milling applications.
In this video, we'll show you how to choose tooling that will stand up to the heat and stress that are generated while removing material from D2 tool steel at 62 Rc. We'll also zero in on the application parameters and tool path that will make easy work of the toughest materials. As always, feel free to contact us for assistance with your application.
Tips for Successful Hard Milling
- Use a strong insert geometry, like a button (round) insert
- Use a strong cutting edge – a T-land or K-land insert can better hold up to the stress of the hard milling
- Use a very hard grade of carbide that can handle the heat without deformation
- Use a high-temp. coating designed for hard milling or high-temp. alloys
- Use a light width of cut, typically between 25-40%
- Use a light depth of cut, usually between .005"-.015"
- Use a light feed per tooth, usually less than the T-land width (.003"-.006")
- Good air blast should be used – no coolant (thermal shock)!
- Employ a dynamic tool path to maintain cutter engagement with workpiece
Get more tech tips!
Join our email list or follow our social channels for regular tech tips. Need assistance with your application? Contact one of our technology specialists to review your parameters.
 Efficiently machining large-diameter holes in 4140 PH steel
Efficiently machining large-diameter holes in 4140 PH steel High-feed ramping vs. high-efficiency milling
High-feed ramping vs. high-efficiency milling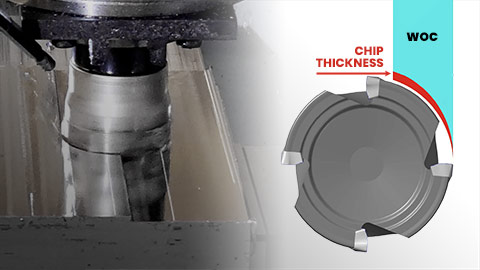 Radial chip thinning to maximize feed rate
Radial chip thinning to maximize feed rate