Slotting ToolFinder
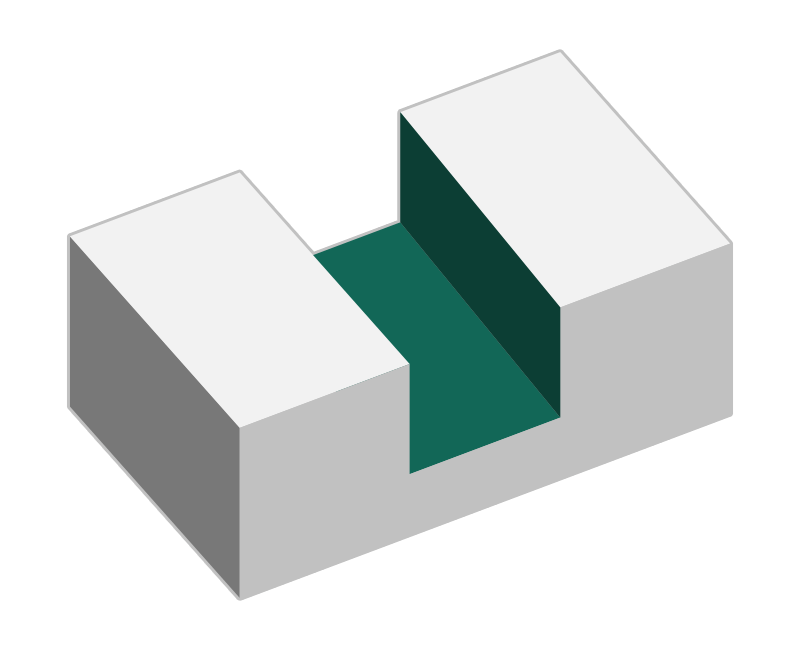
Slotting is most commonly done with a shoulder mill. However, if a finish cutter will be used after the slot is roughed, then high-feed is also a very good choice for getting the slot roughed-in.
- Through slots are not recommended unless both sides of the material are clamped
If you have questions about the best tool choice and parameters for your application, please contact us.
Recommended Tooling for Slotting:

RHINO-FEED™ High-Feed Milling Series
- Ultra-fast feed rates at light depth of cut
- Productive for light-duty / lower HP machines
- Long tool life
- Axial tool pressure - very stable, even in long-reach applications
- Z-level rough or constant ramp profile
- Capable of plunge milling, but will deflect slightly
- Will leave rougher wall finish
- Will leave corner radius / angle at slot floor-wall intersection
- Suitable for all materials except nonferrous

EDGE² DSS Double-Sided Square Shoulder Mills
- Double-sided inserts for lower cost per cutting edge
- General-purpose operating parameters
- Good wall finishes for slotting
- Suitable for all materials except nonferrous
- Replacement program for cutter bodies
- Single insert size (12mm)
- Will leave sharper corner radius of insert in slot floor-wall intersection

APET/XPET Single-Sided Square Shoulder Mills
- Aggressive cutting with the strongest inserts and enhanced clearance
- Excellent ramping capability
- Capable of plunge milling slot, with little deflection
- Geometries and grades for all materials, including nonferrous
- Roughing focused, but good floor-finishing capabilities
- 3 insert sizes (10mm, 12mm, 16mm)
- Will leave sharper corner radius of insert in slot floor-wall intersection
Need help with tooling selection or setting up your application?
Request free application assistance!