Tips for Machining Large-Diameter Holes
Helical interpolation with indexable high-feed tooling
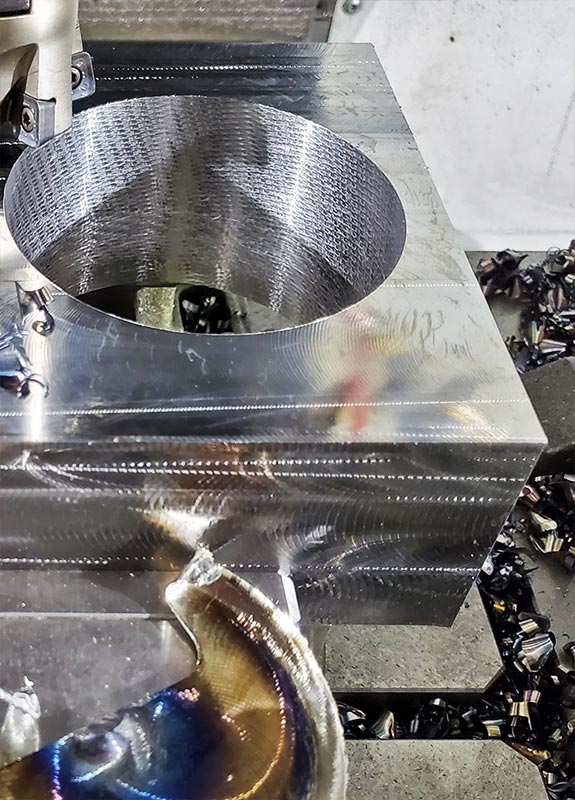
Hole making is both a time- and tool-consuming process for many shops. Helical interpolation with indexable tooling is a great way to tackle this challenge quickly – and it's an especially advantageous approach when creating larger-diameter holes.
Although you can helix with a variety of tool types, high-feed takes its benefits to another level. Here, we'll machine a 4" diameter hole in 2.5" thick 4140 PH steel on a 40-taper machining center. Total cycle time? Just two and a half minutes, running somewhat conservatively.
Benefits of high-feed helical interpolation
Helical interpolation offers a crazy-fast way to machine holes, but there are benefits beyond your cycle times.
- Low tool pressures
- Very easy to program, especially on newer CAM packages
- Create many hole sizes with a single tool by simply updating your program
- Utilizes low horsepower, so both small- and large-diameter holes can be made quickly and easily on even a 40-taper machine
- Eliminates the need for time-consuming starter holes and step cuts
While high-feed tooling will generate a scalloped wall finish, it provides the shortest cycle times by far, and it works very well in more challenging long-reach scenarios.
Tips for hole helixing
- Choose a cutter that can handle your hole size without leaving material at the center, and that will leave the desired wall finish
- The insert must cover the hole's center line, or you'll need to drill a start hole first
- Recommended minimum 1/2 insert IC for center overlap
- Maximum hole size = 2xD (for single pass)
- Position the tool at the 3 o’clock position over the hole to be machined, .100” above the part to start, with the OD of tool at the ID of finished hole size
- Execute G02 (CCW arc), with I-value = interpolation radius, Z-value = pitch; repeat the number of times necessary to reach bottom
- Add a straight G02 pass (no Z-value) for flat-bottom hole
- 0.5 to 1.0 degree ramp angles are typically recommended, depending on hole size – more important is to specify a depth per hole revolution (pitch) that will allow good chip evacuation
- Feed rate does not typically need to be adjusted, unless chip evacuation is an issue
- Excellent air blast or high-pressure coolant is necessary for chip evacuation, especially on VMCs
Have questions about implementing this approach?
Get more tech tips!
Follow our social channels for regular tech tips. Need assistance with your application? Contact one of our technology specialists to review your parameters.



 Choose the best indexable tooling the first time – every time
Choose the best indexable tooling the first time – every time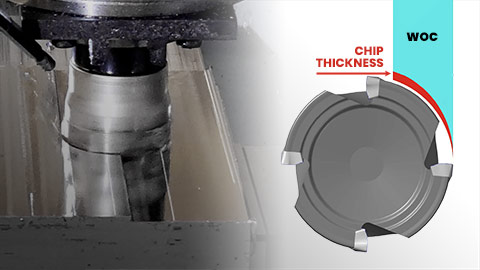 Maximize feed rate with radial chip thinning
Maximize feed rate with radial chip thinning